






















 |
Un componente di dissipazione del calore per raffreddamento liquido ad alte prestazioni
Dettagli:
| Luogo di origine: | Dongguan, Guangdong, Cina |
| Marca: | Uchi |
| Certificazione: | SMC |
| Numero di modello: | Radiatore |
Termini di pagamento e spedizione:
| Quantità di ordine minimo: | 100 pezzi |
|---|---|
| Prezzo: | 1300-1500 dollars |
| Tempi di consegna: | Non limitato |
| Termini di pagamento: | T/T, PayPal, Western Union, MoneyGram |
| Capacità di alimentazione: | 50000000 pezzi al mese |
|
Informazioni dettagliate |
|||
| temperatura ambiente: | -30~55°C | Umidità: | 5%~90% |
|---|---|---|---|
| Numero di corsi d'acqua: | 6 corsi d'acqua | Peso lordo singolo: | 3.710 chilogrammi |
| Consistenza del materiale: | 6061 | Articolo nessun: | Piastra di raffreddamento a liquido 14 |
| caratteristica: | elevata capacità di raffreddamento | vita da tifoso: | 100000 ore |
| Filati di tubi a cono: | ZG, G, NPT, ecc. | Materiale di base: | Alluminio o rame |
| Intervallo di rumore: | 9,5-25 | Rumore: | 17 dB A |
| Tipo: | piastra di raffreddamento termica | Tipo di montaggio: | Fori di montaggio per viti |
| Temperatura operativa massima: | 120 ° C. | ||
| Evidenziare: | Dissipazione termica della piastra di raffreddamento del liquido,componente di raffreddamento liquido ad alte prestazioni,piastra di raffreddamento liquido con garanzia |
||
Descrizione di prodotto
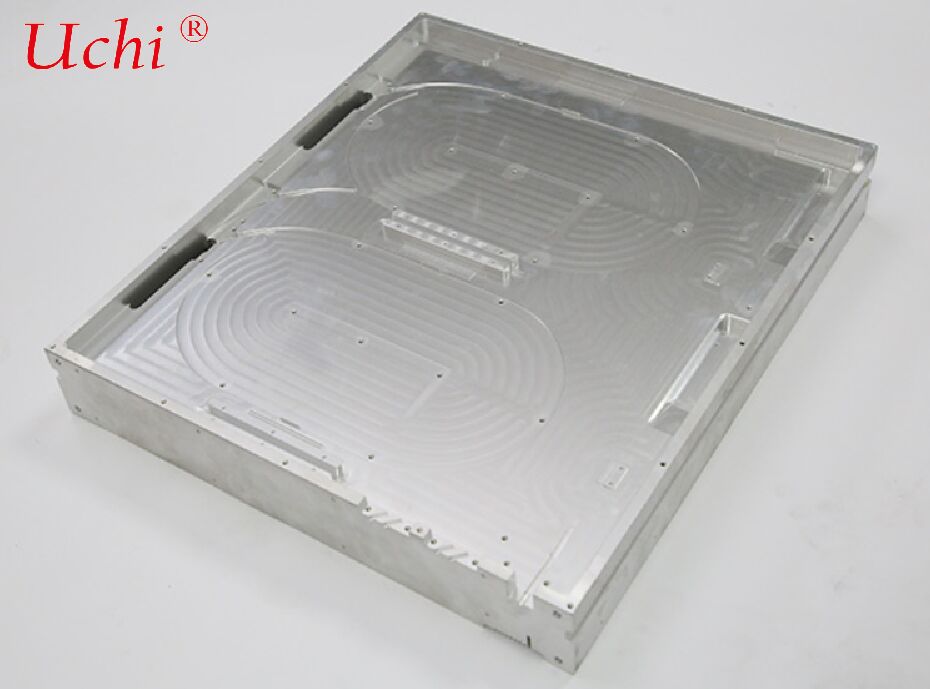
Un componente di dissipazione del calore a liquido ad alte prestazioni diverso dalle tradizionali piastre di raffreddamento ad acqua fresate/scanalate, appositamente progettato per laser a fibra ad alta potenza e moduli di comunicazione ottica)
1. Definizione e Struttura Principale
Definizione:
Senza scanalature non significa assenza di canali di flusso. Invece di adottare il tradizionale processo di fresatura/scanalatura meccanica più saldatura della piastra di copertura, si tratta di una piastra di raffreddamento ad acqua per fibra ottica con canali di flusso sigillati integrati realizzati attraverso processi come la saldatura a frizione (FSW), l'incollaggio per diffusione o tubi di rame incorporati. I canali di flusso sono incorporati all'interno del substrato metallico senza segni di scanalatura sulla superficie, ottenendo una planarità complessiva estremamente elevata.
Componenti Principali
- Substrato: lega di alluminio 6061/6063 (economico), rame privo di ossigeno (eccellente conducibilità termica, alto costo);
- Canali di flusso interni: microcanali a serpentina/paralleli, tubi di rame incorporati, senza intagli esposti;
- Connettori di ingresso e uscita acqua (G1/4, NPT, ecc.), struttura di tenuta (tenuta senza saldatura FSW per prevenire perdite);
- Trattamento superficiale: anodizzazione (protezione dalla corrosione), ossidazione conduttiva, placcatura in nichel/stagno (per soddisfare diversi requisiti di installazione).
2. Principio di Funzionamento
La superficie piana inferiore della piastra di raffreddamento è a stretto contatto con le sorgenti di calore come sorgenti di pompa, combinatori di fascio e cavità laser dei laser a fibra tramite grasso termico o materiali a cambiamento di fase.
Il calore viene rapidamente condotto attraverso il substrato ad alta conducibilità termica alle pareti interne del canale di flusso.
L'acqua deionizzata o la soluzione acquosa di glicole etilenico (comunemente usata) circola all'interno dei canali di flusso e rimuove il calore tramite convezione forzata.
Il fluido caldo ritorna all'unità di distribuzione del raffreddamento (CDU) o al refrigeratore per lo scambio termico e il raffreddamento, formando un sistema di raffreddamento a circuito chiuso.
La struttura senza scanalature riduce le interfacce di resistenza termica, migliora l'efficienza del trasferimento di calore ed evita rischi di concentrazione dello stress e corrosione ai bordi delle scanalature.
3. Processi di Produzione Principali
- Saldatura a Frizione (FSW, la più utilizzata): Spazio del canale di flusso preimpostato tra due piastre; saldatura allo stato solido ottenuta tramite effetti termo-meccanici generati da uno strumento di agitazione rotante ad alta velocità. Presenta assenza di porosità o crepe, non richiede saldante, deformazione minima ed è adatta per piastre di raffreddamento ad acqua per fibra ottica di grandi dimensioni e ad alto carico.
- Tubo di rame incorporato + brasatura sottovuoto: Tubi di rame prefabbricati incorporati in fori ciechi del substrato, con spazi riempiti tramite brasatura sottovuoto per formare canali di flusso senza giunzioni.
- Incollaggio per diffusione: Legame atomico metallico ottenuto sotto alta temperatura e pressione, adatto per canali di flusso ultra-sottili e ultra-precisi ma a costo relativamente elevato.
4. Vantaggi Prestazionali e Confronto (vs. Piastre di Raffreddamento ad Acqua Tradizionali con Scanalature Fresate)
| Elemento di Confronto | Piastra di Raffreddamento ad Acqua per Fibra Ottica Senza Scanalature | Piastra di Raffreddamento ad Acqua Tradizionale con Scanalature Fresate |
|---|---|---|
| Planarità Superficiale | Estremamente elevata (≤0,05 mm/100 mm), attacco senza spazi vuoti | Scarsa, soggetta a bave/deformazioni ai bordi delle scanalature |
| Resistenza Termica | Inferiore (ridotta resistenza termica dell'interfaccia della scanalatura) | Superiore, fortemente influenzata dalla profondità di fresatura e dall'adattamento della copertura |
| Resistenza alle Perdite | Eccellente (saldatura allo stato solido FSW, senza saldante, alta resistenza alla pressione) | Media (saldature soggette a corrosione, basso limite di pressione) |
| Resistenza Strutturale | Elevata, buona rigidità complessiva, resistente a vibrazioni e impatti | Bassa, le scanalature indeboliscono la resistenza del substrato |
| Densità di Potenza Applicabile | Elevata (≥500 W/cm², adatta per laser a fibra di classe kW) | Bassa o media (≤300 W/cm²) |
| Costo | Alto costo iniziale, basso costo di manutenzione a lungo termine | Basso costo iniziale, alto rischio di guasto e costo di manutenzione successivo |
5. Parametri Tecnici Chiave
- Dimensioni: personalizzate in base ai moduli laser a fibra (dimensioni comuni: 300×200 mm, 400×300 mm, ecc.);
- Parametri del canale di flusso: diametro interno 2–6 mm, velocità di flusso 1–3 m/s, caduta di pressione ≤0,3 MPa;
- Capacità di dissipazione del calore: una singola piastra di raffreddamento supporta sorgenti di calore da 500 W–10 kW;
- Pressione/temperatura di esercizio: 0,5–1,0 MPa, -20℃–80℃;
- Materiali: lega di alluminio (conducibilità termica 200–220 W/(m·K)), rame (380–400 W/(m·K));
- Test di tenuta: rilevamento perdite di elio (tasso di perdita ≤1×10⁻⁹ mbar·L/s) per garantire l'assenza di perdite durante il funzionamento a lungo termine.
6. Scenari Applicativi Tipici
- Laser a fibra ad alta potenza: dissipazione del calore per moduli pompa, combinatori di fascio, Q-drive in laser per taglio/saldatura industriali da 1 kW–10 kW;
- Apparecchiature di comunicazione ottica: moduli ottici ad alta velocità nei data center, apparecchiature di comunicazione coerente, amplificatori EDFA;
- Apparecchiature laser mediche: dispositivi di bellezza laser a fibra, apparecchiature laser dentali;
- Produzione di semiconduttori: sistemi di trasmissione a fibra in apparecchiature di ricottura laser e taglio laser.
7. Linee Guida per la Selezione e la Progettazione
- Distribuzione della sorgente di calore: canali di flusso a serpentina per una distribuzione uniforme, canali di flusso paralleli per punti di sorgente di calore multipli;
- Portata e pressione: garantire una velocità di flusso ≥1 m/s per evitare surriscaldamenti locali;
- Selezione del materiale: lega di alluminio per scenari generali, rame per densità di flusso termico ultra-elevata;
- Interfaccia e compatibilità: confermare le specifiche e le posizioni dei connettori di ingresso/uscita acqua per abbinarli ai refrigeratori/CDU esistenti;
- Requisiti ambientali: protezione anticorrosione superficiale migliorata (ad es. anodizzazione dura) per ambienti esterni/umidi;
- Conformità: soddisfare CE e RoHS; test di pressione richiesti per applicazioni ad alta pressione.
8. Raccomandazioni per la Manutenzione
- Sostituire regolarmente il refrigerante (ogni 6–12 mesi) per prevenire incrostazioni;
- Effettuare test di pressione e rilevamento perdite di elio annualmente per verificare la presenza di perdite;
- Mantenere pulita la superficie della piastra di raffreddamento per evitare contaminazioni da olio che compromettano la conducibilità termica;
- Evitare impatti e vibrazioni severi per prevenire deformazioni dei canali di flusso.
Vuoi conoscere maggiori dettagli su questo prodotto